Technik – FDM Verfahren
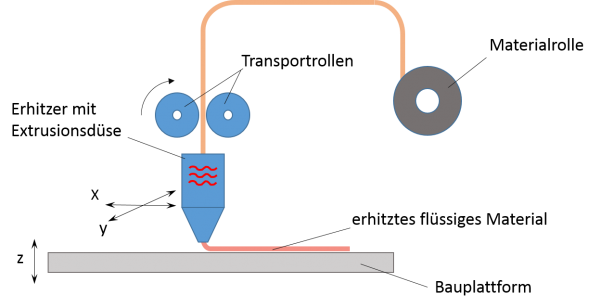
Das FDM-Verfahren ist ein „Extrusionsverfahren“ bei welchem thermoplastisches Grundmaterial in Drahtform zugeführt wird. Das Aufschmelzen erfolgt in einer beheizten Düse. Der Werkstoff wird bis zum Erreichen des Düsenausgangs in einem Temperaturbereich von meist 200o – 300o C aufgeschmolzen und durch einen üblichen Düsenquerschnitt ab 0,2 mm extrudiert.
Für den Aufbau der einzelnen Schicht im Rahmen der generativen Fertigung wird die Düse durch Linearantriebe bewegt. Mittels Schrittmotoren – Zahnrad – Zahnriemen in x- und y-Richtung, um die Konturen und Flächen mit Material zu belegen.
Wesentlich ist die Volumskonstanz. D.h. die Düse muss sich mit derselben Geschwindigkeit bewegen, mit welcher das Material durch die Düse austritt. Damit wird Materialstau beim Schichtaufbau vermieden.

Der Abstand zwischen Düsenausgang und Bauplattform ist kleiner als der Querschnitt des austretenden Materials (nahezu Düsenquerschnitt). Dadurch kommt es zu einem Aufquetschen des Baufadens sowie zu einer optimalen Verbindung mit der darunter liegenden Bauschicht.
Wichtig ist, den Abstand zur Bauplattform exakt gleich z u halten. Die so entstehenden
u halten. Die so entstehenden
extrudierten Kunststofffäden, welche von rundem Düsenaustrittsquerschnitt in „flachen“ Auftragsquerschnitt verformt werden, haben dadurch gleiche Abmaße. Andernfalls nehmen die Fäden
im Quermaß ab- oder zu oder liegen sogar nur lose auf. Ein maximaler Abstand Düse/Bauplattform
bzw. Werkstück muss damit unter dem Abmaß des Düsenquerschnitts liegen.
Ein minimaler Abstand zwischen Düse und Bauplattform ist durch die Viskosität des verarbeiteten Materials gegeben, damit der Extrusionsfaden nicht abreißt.
Vorteile
- Einfache Technik,
- weitgehend massive Materialstruktur,
- Eigenschaften des Ausgangsmaterials werden beibehalten (ähnlich Serienfertigung),
- Große Materialmengen / Zeit,
- Keine Lösungsmittel, 100% Materialverwendung
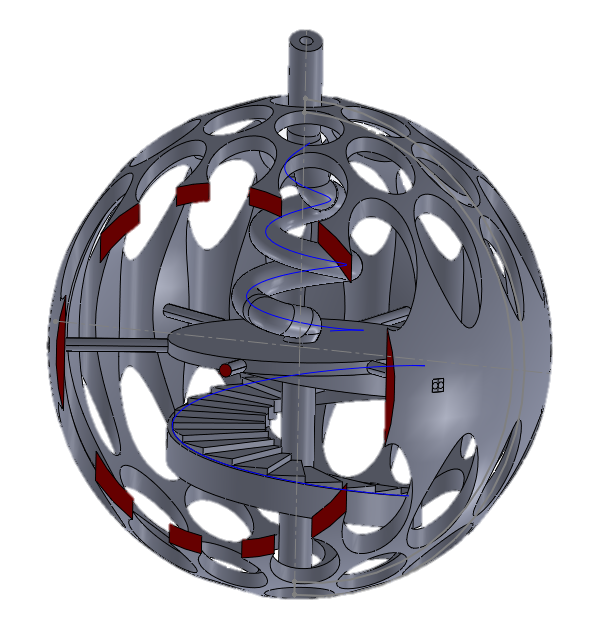
- hohle Leichtbauweise möglich
Nachteile
- merkliche, nicht verhinderbare Auswirkung der Stufenstruktur in flachen Flächen
- daher teilweise „schlechtere“ Oberflächenqualität als in anderen 3D-Verfahren,
- mögliche Fadenbildung,
- Absatzproblem an Anfang- und Endung je Schicht,
- Grenzen der Auflösung im Bereich 0,1 – 0,2 mm,
- Düsenreinigung erforderlich,
- Stützstrukturen bei überhängenden Teilen erforderlich,
- Nachbesserung, 2. Arbeitsgang bei Stützstrukturen erforderlich,
- bedingt Hohlräume aufgrund erforderlicher Stützstrukturen möglich,
- Luft- und Gaseinschlüsse (Festigkeitsgrenzen),
- Verarbeitungsprobleme bei Wasseraufnahme des Grundmaterials